Genel Bilgiler
Polietilen Boruların Tarihsel Değişimi
Teknolojideki ilerlemeler, plastik boru üretimi için gerekli hammadde üretiminde de önemli gelişmelerin yaşanmasını sağlamıştır. 1950’li yıllarda geliştirilen PE 32 sınıf düşük yoğunluklu polietilen plastik borular ilk kez içme suyu hatlarında kullanılmıştır. Daha sonra PE 63 hammaddesi geliştirilerek yüksek basınç gerektirmeyen sistemlerde kullanımı başarı ile uygulanmıştır. Ancak PE 63, malzemenin teknik özelliklerinden dolayı 4 bara kadar basınç gerektiren hatlarda kullanılmıştır. Hammadde konusunda gelişmeler devam etmiş ve 2. jenerasyon olarak PE 80 hammaddesi kullanıma sunulmuştur. Böylece PE 80 hammaddesi de içme suyu ve doğalgaz şebekelerinde yüksek performans ile kullanılmaya başlandı. 1990 başlarında geliştirilen 3. jenerasyon PE 100 –HDPE Boru hammaddesi ise içme, kullanma suyu ve doğal gaz şebekelerindeki kullanım alanına hem yüksek performans, hem de ekonomik bir çözüm olmuştur.- 1. Jenerasyon hammaddeler : PE 32 (LDPE), PE 40 (LDPE),PE 63 (HDPE Boru)
- 2. Jenerasyon hammaddeler : PE 80 (MDPE),PE 80 (HDPE Boru)
- 3. Jenerasyon hammaddeler : PE 100 (HDPE Boru)
PE 100 (Polietilen) Boruların Avantajları
- HDPE Boru yüksek esneme kabiliyetine sahiptirler. Bu sayede montajda kolaylık sağlarlar. Kopma uzaması minimum % 350’dir.
- PE Borular yeraltı hareketlerinden etkilenmezler, kırılma özellikleri yoktur.
- HDPE Borular darbe dayanımı ve çatlak yayılma dirençleri yüksektir.
- Polietilen 100 Boruların iç yüzey pürüzlülükleri düşük olduğu için projelendirme esnasında çap seçimi yapılırken önemli avantajlar sağlar.
- HDPE Borular denizaltında döşenmeye uygundur, deniz suyu ve deniz hareketlerinden etkilenmez. HDPE Boru Çapları isteğe göre üretilebilir.
- HDPE Boruların birleştirme yöntemlerinden dolayı montaj firesi yoktur.
- PE Borular UV ışınlarına dayanıklıdır.
- Toprak yapısında bulunan ve aşındırma etkisi yapan zararlı maddelerden etkilenmezler. Bu nedenle katodik koruma yapılmasına gerek yoktur.
- PE 100 Borular Kimyasal maddelere karşı dirençlidir.
- Polietilen Boru suyun kokusunu ve tadını değiştirmez, bu nedenle sağlığa uygundur.
- Bitki ve ağaç köklerinin polietilen boruların içine girmesi mümkün değildir.
Polietilen Boruların Teknik Özellikleri
Polietilen boru ve ek parça üretiminde kullanılan hammaddeler mekanik dayanım kriterlerine göre MRS ( Minimum Required Strength) ile sınıflandırılırlar. MRS, malzemenin 20°C’de 50 yıl sure ile iç basınca gösterdiği mukavemet değeridir. MRS’ye göre PE malzemeler yandaki şekilde sınıflandırılır. PE boru şebekelerinde hammaddenin sınıfına ve şebekenin durumuna göre emniyet katsayısı tespit edilerek tüm hesaplamalar bu katsayıya göre yapılır. Doğalgaz şebekelerinde emniyet katsayısı C=2.0, içmesuyu isale hatlarında emniyet katsayısı C=1.25 olarak alınır.| Hammade Sınıfı | MRS (mpa) |
|---|---|
| PE40 | 4,0 |
| PE80 | 8,0 |
| PE 100 (HDPE) | 10 |
HDPE Boruların Hammadde Özellikleri
| Polimer Verileri | Birim | Test Metodu | PE40 | PE80 | PE80 | PE 100 |
|---|---|---|---|---|---|---|
| Renk | siyah | sarı | siyah | siyah/mavi | ||
| Yoğunluk(23°C de) | g / cm³ | ISO 1183 | >0,930 | >0,930 | >0,950 | >0,950 |
| MFR (190°C / 5kg) | g / 10 dk | ISO 1183 | – | 0,8-1,3 | 0,4-0,7 | 0,3-0,7 |
| Mekanik Özellikler | ||||||
| Kopma Uzaması | % | ISO 527 | tr% 350 | tr% 350 | tr% 350 | tr% 350 |
| Elastisite Modülü | MPa | ISO 527 | >500 | >700 | >700 | >1000 |
| Diğer Özellikler | ||||||
| Oksidasyon Başlangıç Zamanı | dk | EN 728 | >20 | >20 | >20 | >20 |
| Karbon Siyah Miktarı | % | ISO 6964 | 2-2.5 | – | 2-2.5 | 2-2.5 |
| Karbon Siyah Dağılımı | Nominal | ISO 11420 | maksimum 3 | – | maksimum 3 | maksimum 3 |
Teknik Bilgiler / Basınç Darbesi
Vana veya pompanın açılıp kapanması sırasında, hatta koç darbesi oluşabilir. Bunun için teorik olarak büyük ps: Baskı dalgası yayılma hızı aşağıdaki formülle hesaplanır: Bu formülde kısa süreli elastisite modülü kullanılmalıdır. (Er= 800..1200N/mm2). Kısa süreli basınç değişiklikleri ve koç darbesi etkisi HDPE borularda hasar oluşumuna neden olmaz. Aşağıdaki örnek tabloda çeşitli emniyet faktörleri için 20°C ısıda kısa süreli koç darbesi ile oluşacak yeni basınç değerinin, nominal basınca oranla ne kadar artabileceğini ifade eder. Bu değerler içerisinde oluşacak basınç artışları boruya zarar vermez.
Baskı dalgası yayılma hızı aşağıdaki formülle hesaplanır: Bu formülde kısa süreli elastisite modülü kullanılmalıdır. (Er= 800..1200N/mm2). Kısa süreli basınç değişiklikleri ve koç darbesi etkisi HDPE borularda hasar oluşumuna neden olmaz. Aşağıdaki örnek tabloda çeşitli emniyet faktörleri için 20°C ısıda kısa süreli koç darbesi ile oluşacak yeni basınç değerinin, nominal basınca oranla ne kadar artabileceğini ifade eder. Bu değerler içerisinde oluşacak basınç artışları boruya zarar vermez.
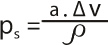
- a : Baskı dalgasının yayılma hızı (m/s)
- v : Akışkanın akma hızı (m/s)
- p : Akışkanın yoğunluğu (kg/m3)
- a : Baskı dalgasının yayılma hızı (m/s)
- v : Akışkanın akma hızı (m/s)
- p : Akışkanın yoğunluğu (kg/m3)
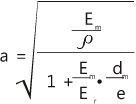
- Em : Akışkanın elastisite modülü (Esu)
- p : Akışkanın yoğunluğu (p=1000 kg/m3)
- Er : Malzemenin (borunun) elastisite modülü (N/m2)
- Dm : Boru orta çapı (m)
- e : Boru et kalınlığı (m)
| Toplam Çalışma Katsayısı C (Emniyet Faktörü) | Kısa Süreli Koç Darbesi Etkisi ile Basınç Artışının Nominal Basınca Oranı |
|---|---|
| 1,25 | % 50 |
| 1,6 | % 100 |
Teknik Bilgiler / Bükülme Çapı
PE borular için maksimum bükme yarı çapı :
| HDPE Sınıfı | Çevre Gerilmesi N/mm² |
|---|---|
| PE 63 | 5 |
| PE60 | 6,3 |
| PE 100 | 8 |
PE BORULAR İÇİN BÜKME YARI ÇAPI
| Boru Hammaddesi | Düşme Isısı | Kabul Edilebilir Küçük Bükme Yarı Çapı | |
|---|---|---|---|
| (mpa) | (mpa) | ||
| PE 80 ve PE 100 | 20 °C | 30 x da | 20 x da |
| PE 80 ve PE 100 | 10 °C | 50 x da | 35 x da |
| PE 80 ve PE 100 | 0 °C | 75 x da | 50 x da |
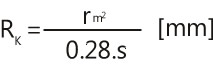
- rm : Ortalama boru yarı çapı (mm)
- s : Et kalınlığı (mm)
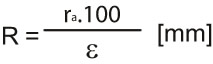
- ra : Boru dış yarı çapı (mm)
- ε : Gerilme-Büzülme (%)
PE BORULARIN SDR’YE GÖRE BÜKÜLME YARI ÇAPI
| Boru Sırası | SDR | Kabul Edilebilir Bükme Yarı Çapı |
|---|---|---|
| 1 | 41 | 50 d |
| 2 | 33 | 40 d |
| 3 | 26 | 30 d |
| 4 | 17,6 | 20 d |
| 5 | 11 | 20 d |
| 6 | 7,4 | 20 d |
Teknik Bilgiler / Döşeme Prosedürü
Teknik Bilgiler / Döşeme Prosedürü
PE boruların döşeme kuralları ATV-A 127 ve EN 805 standartlarında belirtilmiştir. Borular kanal dışında kaynatıldıktan sonra kanal içerisine indirilebilir. Burada kanal kazısının dar tutulması önemlidir.- Borular hiçbir suretle ezilmemelidir.
- Nakliye veya stoklama sırasında hasara uğramış olan (sivri uçlu araçlar veya taş benzeri materyallerle zedelenmiş) boruların kullanımından kesinlikle kaçınılmalıdır.
- Kanal içerisinde yeraltı suyu veya yağmur suyu birikintisi kesinlikle olmamalıdır. (Kanalda su birikintisi varsa, pompa yardımı ile su boşaltılmalıdır.
- Yapışık olmayan kum, çakıl, karışık taneli karma kum ve çakıl, kanal dolgu malzemesi olarak kullanıma uygundur.
- Kanal derinliği asgari olarak 70-80 cm olmalıdır.
- Kazı toprağı dolguya elverişli ise, yataklamaya gerek kalmadan boru doğrudan kanal tabanına yatırılabilir. Kazı toprağı dolguya elverişli değil ise (taşlı, sulu vs) kanal derinliği arttırılmalı ve kuru dolgu malzemesi ile (Ör: kum) yataklama yapılmalıdır.
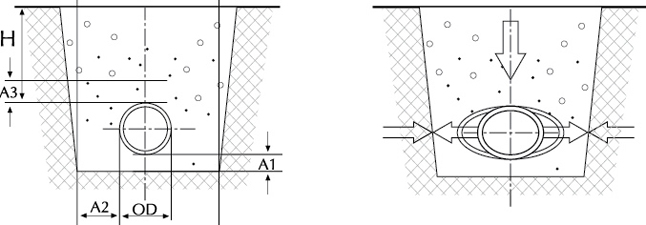
- Yapılacak yataklama kalınlığı minimum A1 = 100 mm + 1/10 DN olmalıdır. Yataklama malzemesi üzerinden hafif çalışan bir kompaktör yardımı ile % 95 mukavemet sağlanıncaya kadar sıkıştırılmalıdır.
- Boru yan dolguları A2, 30 cm kalınlıkta dökülerek hafif kompaktör ile yine % 92 – 95 oranında sıkıştırılmalıdır. Bu işlem her 30 cm’de bir boru üzerini 30 cm geçene kadar devam ettirilmelidir.
- Boru üzerini A3 = 30 cm geçtikten sonra dolgu işlemi orta güçte kompaktör ile sıkıştırılmak sureti ile tamamlanmalıdır.


KANAL İÇİNDE BORUNUN YERLEŞİMİ
Teknik Bilgiler / Hat Basıncı Testi
Prosedür
Döşemesi tamamlanmış boru hattına, servise açılmadan önce aşağıdaki prosedür adımları takip edilerek kesinlikle hat basıncı testi uygulanmalıdır.Ön Deney
- Hat su ile doldurulur. En yüksek noktadaki vana doldurma esnasında açılarak hat içindeki hava sıkışması alınır.
- Hat kapatılır.
- Deney basıncı PN ( işletme basıncı ) + 5 bar veya PN x 1,5 ( Hangisi düşükse ) olacak şekilde belirlenir.
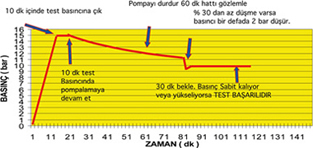
- Hat 10 dk içinde uygun bir pompa ile test basıncına getirilir.
- 10 dk boyunca test basıncı sabitlemek amacı ile pompalamaya devam edilir.
- Pompa durdurulur. Isale hattı 60 dk kendi haline bırakılır.
- Boru hattı visko-elastik deformasyona uğrar.
Ana Deney
Ana deneyde iki yöntemden biri tercih edilir.Basınç Düşürme Yöntemi :
- 60 dk sonunda hattın basıncı aşağıdaki değerler kadar düşürülür.
| Boru | Normal Basınç | Basınç Düşürme |
|---|---|---|
| HDPE | 10 | 2 |
| HDPE | 16 | 3 |
| HDPE | 10 | 2 |
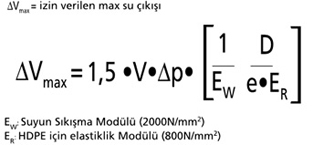
Basınç Düşürmede Su Hacim Kaybı Yöntemi :
- Basınç düşürme esnasında çıkan suyun hacmi tespit edilir. ( Vt )
- AV max formulü ile hattan max çıkabilecek su hacmi hesaplanır. Vt V ise test geçerli sayılır.
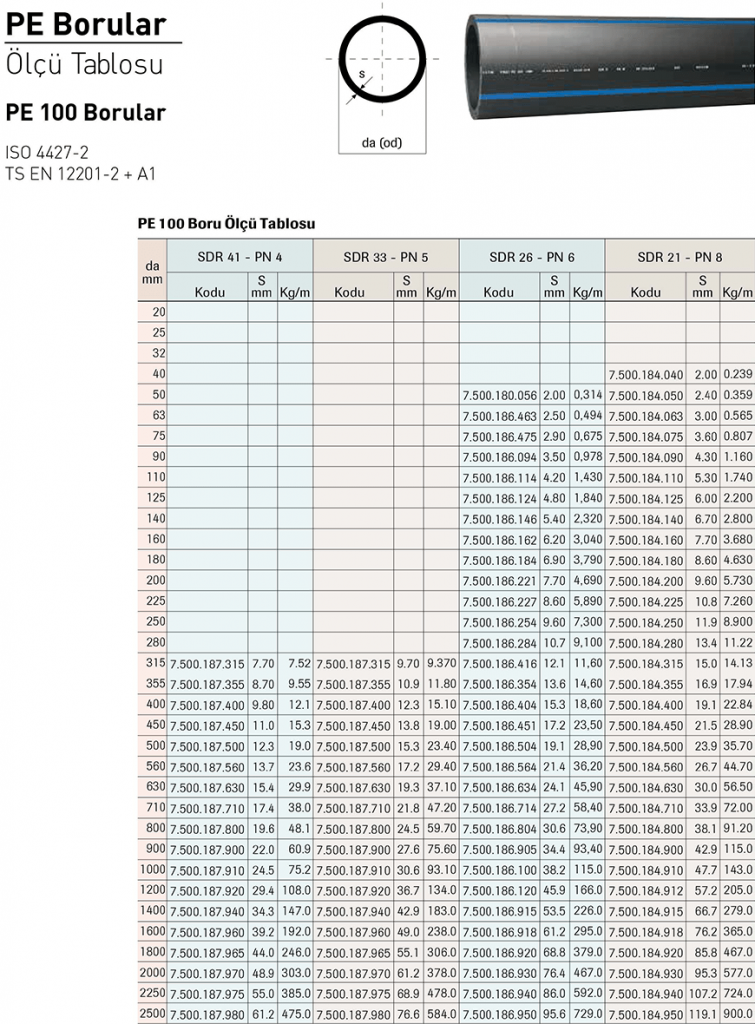
HDPE Borular ve Çapları